
There are two gantry configurations for a CNC router – the fixed gantry vs. the moving gantry. So how do you decide which is best for your CNC router? In this article, I cover which is the best gantry configuration for your application. There are good reasons to pick one over the other but it depends on several factors.
Depending on your skill level and the tools available to you, choosing the wrong table configuration can end up affecting your CNC build complexity. It can impact the rigidity of your machine and ultimately the quality of your cuts in hard materials. Anything can be built heavily enough to make it rigid, but it comes at a cost – both financially and in machine efficiency. To me, the fixed gantry has clear advantages for the DIY CNC builder.
So which is the best gantry type and why does it make a difference?
Fixed gantry (moving table) CNC routers are simpler to design build and maintain. They are inherently more rigid compared to moving gantry machines because the X-Axis beam assembly is fixed in place. Because it is stationary, any added structural weight improves performance with no negative effects. On a moving gantry CNC router, the whole X-Axis beam needs to move and any excess weight will negatively impact performance because of inertia and momentum. Also, the backlash present in each axis will be passed on and exponentially amplified.
While many of us have our preferences when it comes to fixed or moving gantry machines the only way to really decide is to look more in-depth at what you want to achieve with your CNC build and evaluate for yourself. I’ve covered these factors in more detail below, such as the size and simplicity of build in this article to help you decide which is best for you.
How does table size affect your gantry design?
A fixed gantry design is a simpler and more obvious choice for smaller footprint CNC machines that require stiffness to cut harder materials. If you need a large machine with a 4′ x 8′ table and space is limited, a moving gantry design makes sense to keep the footprint small.
What’s the basic difference between the two gantry configurations?
This article discusses a 3-axis CNC router which is the most common because it is the simplest to design and construct. The information also applies to multi-axis machines.
The X, Y, and Z-axis directions
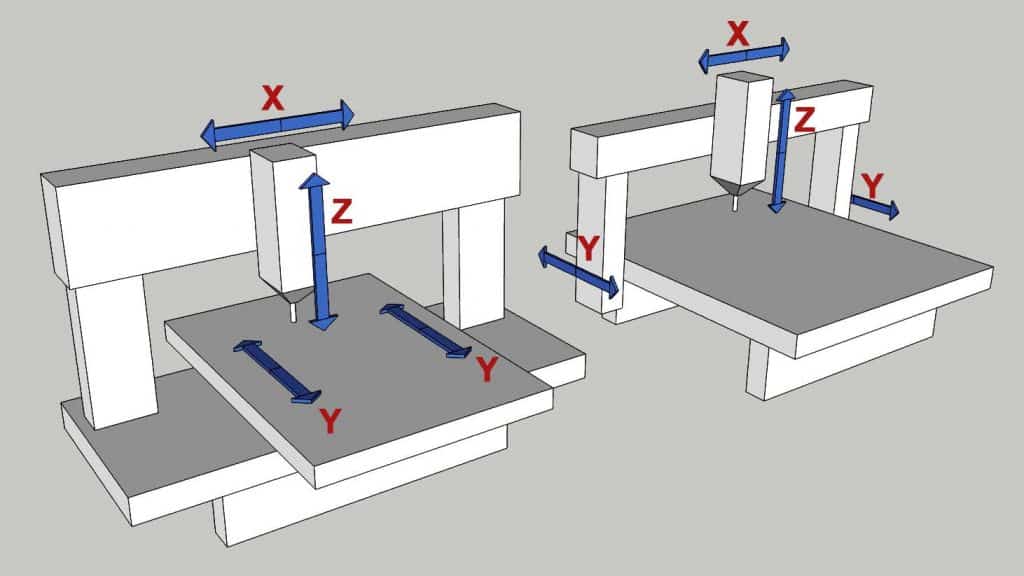
A typical CNC router can move the cutting bit simultaneously in 3 perpendicular axes – X, Y, and Z.
- The Y axis is usually the long dimension of the horizontal table (front to back)
- The X Axis is usually the short dimension horizontal table (left to right)
- The Z Axis is the vertical axis perpendicular to the table (up and down)
The Fixed Gantry (Moving table)
On a fixed gantry CNC router the X-axis (the short horizontal axis) is stationary and mechanically fixed with uprights to the main CNC machine frame, or to the floor slab in large machines. The spindle is moved side to side along the gantry and up and down in the Z-axis.
The workpiece is clamped to a table that moves on linear rails in the Y direction. The Y-axis movement is completely independent of the X and Z axes of the gantry. The workpiece is connected to the moving table. The Y-axis doesn’t carry the other two axes.

The Moving Gantry
On a moving gantry CNC router, the X and Z axes are mounted to a gantry beam that moves forward and backward on linear rails in the Y direction back and forth along the length of the table. The spindle is moved side to side in the X direction along the gantry and up and down in the Z-axis direction.
The workpiece is clamped to a stationary table. All three axes are interdependent and act as a single unit. The Y-axis motor and linear rails carry the other two axes.

Here’s a comparison of fixed and moving gantry CNC machines with the same cutting envelope cutting the same job side by side.
Which gantry type cuts better?
To answer which cuts better, I have to briefly discuss what happens when you cut material with a CNC router.
What affects the cut quality?
When talking about cutting quality on a CNC router you have to take into account the cutting load on the spindle and how the machine frame copes with that load. The factor that most affects cutting quality is the rigidity of a machine and resonance (or vibrations).
When a spinning end mill is pushed into a material, it deflects a very small amount while it spins at high speed. Also, as each cutting edge engages the material it is kicked back a small amount. This imbalance results in vibrations that pass through the spindle mounting into the machine frame.
If the machine frame can vibrate easily, it can resonate like a tuning fork. This is passed back into the spindle and cutting edge resulting in bad cut quality and can even blunt, or destroy the end mill.
Source: MDPI.com
The well-designed fixed gantry design will excel here because the gantry and gantry support verticals can easily be made strong and rigid without impacting cost too much. To get the same rigidity from a moving gantry design the moving gantry, linear bearings, and drive system would have to be very much heavier and more costly.
It’s also passing all the gantry resonance through a single set of linear bearings that hold the Y-axis. This becomes a load concentration and inherent weak point. The fixed gantry passes these forces directly to the ground.
So, pound for pound with the same cutting loads, a fixed gantry will usually cut better.
What are the disadvantages of each gantry type?
The strength of a CNC machine, like many other things, is defined by its weakest link. The weakest point in any moving gantry machine is undoubtedly the connection of the moving gantry to the table.
The Moving Gantry Achilles heel
We’re mounting an inverted “U” shape by the ends to moving rails. It is going to want to hinge flat onto the table around these points. In addition, the right angles of the “U” will want to parallelogram, and the uprights will want to bend too. Remember the router endmill cuts in all directions and passes these forces onto the gantry.
Most DIY and commercial CNC router builds I see struggle to tame these forces. Most of the deficiency is in the lateral (side to side) weakness of the gantry uprights. Many times they’re strong enough to directly resist the cutting forces but are not rigid enough to resist harmonic resonance and vibrations. This is the single biggest design mistake I see most.
Beefing these up comes at a penalty on the moving gantry router because it adds weight. Added weight adds momentum and inertia and slows the machine down because the extra weight make’s it difficult to changing direction quickly. So what you add in structure comes at the cost of speed. Of course, you can just increase the motor and screw bearing sizes to offset this but can be very expensive. With a long Z-axis travel, this problem becomes exponentially worse.
So, like all machines, it becomes a carefully choreographed engineering compromise. Real-life!
The Fixed Gantry Achilles heel
I’ve alluded to the drawbacks of the fixed gantry above. The main one is obviously the footprint which is almost double the length of the moving gantry equivalent. When you’re trying to shoehorn the biggest machine you can into your overcrowded shop, that can be a significant disadvantage. It’s the one most DIY builders cite, and rightfully so.
But when it comes to smaller machines, it’s much less of a disadvantage. Tabletop CNC machines are much smaller and the added footprint is usually with what’s gained with a fixed gantry.
The other disadvantage is that the workpiece is in motion. Heavy workpieces can add significant momentum and inertial forces to the moving table. These would have to be accounted for in the design even if you rarely cut heavy pieces.
The other disadvantage is that the Y-axis linear rails have to be much longer than a fixed gantry machine. It can be compensated for by moving the bearings in and having the table overhang but at a certain point, it will affect the stability and rigidity of the table. Linear rails can be expensive.
Which CNC gantry type is simpler to build?
The fixed gantry is a much simpler machine because only two axes, the X and the Z are mechanically interrelated. It’s much easier to weld/bolt the frame and the gantry together in one unit and simply mount the small Y and Z axis plates to it. The table is kept simple because nothing, including the spindle, is mechanically connected to it.
The fixed gantry is set and forget where alignment on a moving gantry is an ongoing battle mechanically. It usually has to be reset each time the machine is homed. The reason for this is that most are driven by two motors. This is usually simpler than connecting the gantry below the table with a beam and driving it with a single screw and motor. A single drive moving gantry easily loses positional accuracy.
So for most DIY CNC router builders, in my experience, it should be simpler to build a fixed gantry machine given that they can justify the space or are building a desktop machine.
Quick comparison – fixed vs. moving gantry
This table should help you quickly compare the strengths and weaknesses of the two CNC gantry types.
| Aspect | Fixed Gantry | Moving Gantry |
|---|---|---|
| Build complexity | Simpler to build – less mechanically interrelated components | More difficult to build – more mechanically dependant, connected components |
| Rigidity | Easier to make rigid – gantry weight has no impact on performance | Inherently less rigid – gantry needs to be kept within the weight limit |
| Linear drive | Y-Axis easier to drive with a single motor and center screw under the table | Y-Axis more difficult to drive effectively with a single motor and screw – results in racking – twin motors/screws need synchronization |
| Maintenance | Mechanically simpler – Easier to maintain | Mechanically more complex – more difficult to maintain |
| Machine size | Much larger machine footprint for same cutting envelope | More compact machine footprint for the same cutting envelope – Y-Axis uses about 60% of fixed gantry |
| Accuracy | Easier to achieve – more rigid fixed in-place gantry – backlash only passed through two axes maximum | More difficult to achieve – gantry tends to rack out of alignment – the backlash is amplified and passed through three axes |
| Heavy part cutting | Extremely heavy parts can slow Y-Axis movement – Y-axis may need increase capacity to move them | Heavy parts do not affect Y-Axis performance – weight moved always remains constant |
| Table width limitations | The table needs to move between vertical supports – adds extra width | Little added bulk to the width |
| Cable management | Simpler – Usually only the X and Z-axis need cable chains. Y-axis motor can be stationary. | More complex – X, Y, and Z-axis routed through one large cable chain – all three motors are in motion |
| Z-Axis length | Easier to add rigidity to long Z-axis – stationary Y-axis vertical supports can be made very heavy | More difficult to make gantry verticals very rigid – added weights affect performance. |
| Typical use | Tend to be used on smaller machines or where space is not an issue – simpler/cheaper to add rigidity to cut harder materials | Tend to be used on larger machines where space is at a premium. Mostly used for cutting softer sheet materials |
So what should you choose?
Ford or Chevy – Fixed or Moving gantry. When it comes down to it it’s a personal preference. As much as I like the simplicity and extra rigidity you get with a fixed gantry, most of the cutting I do is on a moving gantry machine, because that’s what’s there at the time.
For smaller tabletop CNC builds, I prefer the fixed gantry. This is because gantry flex usually causes most of the rigidity problems I come across in CNC routers. for everyone swearing by a fixed gantry, there is someone who swears by their moving gantry machine.
Most of the kits out there are moving gantries because they are lighter and it keeps shipping costs down. If you’re building from scratch it shouldn’t so much of a problem. You have to think about why most milling machines are built with a fixed gantry. They even go one step further and use a double-moving table design!
It’s because the fixed gantry design is inherently more rigid and results in better cutting quality on the metals they’re mean to cut.
If you’re interested in a complete set of detailed building plans for a professional quality desktop CNC machine. Check out the KAL CNC site here at kalccnc.com. The machine is designed by Dave Field – KAL Strategies and is designed to be built with simple tools. It’s really a great option in my opinion.